I pulled the trigger today on a McMaster-Carr order for components to build the frame.

I purchased extra T-slot nuts for work, so the final total for the printer will be less. I will factor this in later when I make the final total.
The 9mm diameter rod will be cut in half to be used as a guide rod. for the Z axis. The 5/16"-24 threaded rod will act as a lead screw to move the axis. Notice, I didn't purchase any 5/16"-24 nuts, which was a mistake.
An now time for some math:
A rod with 24 threads per inch would then need 24 revolutions to move the build plate up 1" .
The NEMA 17 stepper motor I plan to use has 400 steps per revolution.
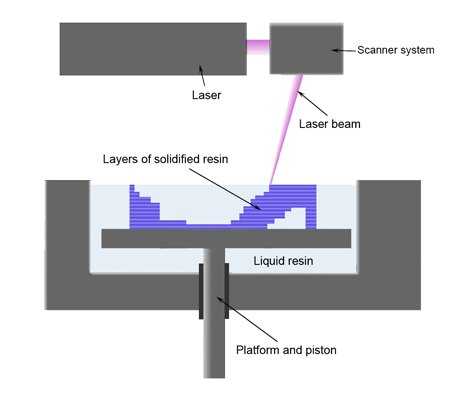
That's a theoretical value, assuming no binding in the nuts, no play in the coupler between the motor and the threaded rod, and that the board is capable of sending commands in 1 step increments to the motor. This is also assuming I didn't screw up somewhere, as that seems to be very small. By comparison, the MakerBot Replicator 2 has a minimum 2.5 micron accuracy, while the Formlabs Form-1 has a minimum of 25 microns. When comparing the layer height, the MakerBot has a minimum of 100 microns, while the Formlabs printer still has a minimum of 25 microns. This is due to the nature of the materials used in the printing process. Since the MakerBot uses 1.75 mm (0.069 in) filament extruded through a 0.4 mm (0.015 in) nozzle, the minimum effective layer height is now a function of the material being extruded. If it is extruded too thin, it will bulge outwards and the XY resolution will be compromised. Since the Formlabs printer uses Resin that cures via UV light, we don't have to worry about the change in width as a function of layer height.

(source: buildyourcnc.com)
Since these calculations are very straightforward, I will experiment with rods that have different threads per inch. My goal with this printer is to increase the printer resolution, not speed. If 24 threads per inch and a slow speed get's the job done, great.